


联系我们

当前位置:
衡泰重工机械制造(鹰潭市分公司) >
鹰潭本地每News
不锈钢U型螺旋输送机3米多少钱
更新时间:2026-05-16 19:49:10 ip归属地:鹰潭 浏览次数:10 公司名称: 衡泰重工机械制造(鹰潭市分公司)
以下是:江西省鹰潭市不锈钢U型螺旋输送机3米多少钱的产品参数
| 产品参数 | |
|---|---|
| 产品价格 | 电议/台 |
| 发货期限 | 5天 |
| 供货总量 | 1000 |
| 运费说明 | 电议 |
| 小起订 | 1 |
| 是否厂家 | 是 |
| 产品品牌 | 衡泰 |
| 产品规格 | 齐全 |
| 发货城市 | 沧州 |
| 产品产地 | 沧州 |
| 加工定制 | 是 |
| 可售卖地 | 全国 |
| 质保时间 | 1年 |
| 适用领域 | 广泛 |
| 品牌 | 衡泰 |
| 管型426 | 219 |
| 不锈钢 | 200 |
| 无轴 | 300 |
| 双轴 | 500 |
| 范围 | 不锈钢U型螺旋输送机3米多少钱供应范围覆盖江西省、南昌市、景德镇市、九江市、赣州市、萍乡市、新余市、吉安市、上饶市、抚州市、宜春市、鹰潭市等区域。 |
以下是:江西省鹰潭市不锈钢U型螺旋输送机3米多少钱的图文视频



【衡泰】以匠心打造多元场景产品,涵盖抚州斗式机、吉安斗式机等。不锈钢U型螺旋输送机3米多少钱,衡泰重工机械制造(鹰潭市分公司)为您提供不锈钢U型螺旋输送机3米多少钱,联系人:刘女士,电话:【13731735184】、【13731735184】。
我们的不锈钢U型螺旋输送机3米多少钱视频现已上线,从细节到整体,从外观到性能,让您了解它的每一个方面。
以下是:江西鹰潭不锈钢U型螺旋输送机3米多少钱的图文介绍
我厂采用先进的生产技术及科学管理制度,秉承诚信、保质、热情的服务宗旨,深得广大客户的好评。衡泰重工机械制造(鹰潭市分公司)将一如既往的严格执行各项标准,不断提高 埋刮板输送机产品质量和服务,使我们的 埋刮板输送机产品成为您的选择,愿我们用优质的 埋刮板输送机产品和真诚的服务与您建立长久友好的合作关系。真诚欢迎各新老客户光临洽谈,携手合作共创辉煌。


江西鹰潭螺旋输送机叶片与机壳间隙调整过程中,如何保证同轴度?保证同轴度的核心是:以螺旋轴两端轴承座为基准,通过“基准校准→精准测量→对称调整→反复复核”的流程,控制轴的径向跳动和机壳同心度。 一、先明确同轴度合格标准- 螺旋轴径向跳动≤0.3mm/m(每米长度允许偏差不超过0.3mm)。- 螺旋轴与机壳的同心度偏差≤2mm,确保叶片四周与机壳间隙均匀(差值≤2mm)。- 轴承座安装面水平度≤0.2mm/m,避免底座倾斜导致轴偏移。 二、核心控制步骤(按顺序执行)# 1. 基准定位:固定轴承座安装基准- 清理轴承座与底座的接触面,去除油污、杂物和锈蚀,保证贴合平整(无缝隙)。- 用水平仪校准轴承座安装面,通过加垫片调整,使两端轴承座的水平度一致(偏差≤0.2mm/m)。- 确保两端轴承座的中心连线与机壳中心line重合,可通过拉线法辅助定位(在机壳两端拉一条细线,对准机壳内壁中点,调整轴承座使轴中心与细线对齐)。# 2. 精准测量:实时监测同轴度偏差- 用百分表测量:将百分表吸附在机壳固定部位,探针垂直接触螺旋轴表面(靠近轴承座处和轴中段各设1个测量点)。- 手动缓慢转动螺旋轴(每转90°记录1次数值),全程记录百分表的与小读数,差值即为径向跳动值。- 长距离输送机(>5m)需分段测量,每2-3m增设1个测量点,避免中段轴体偏移未被发现。# 3. 对称调整:避免单侧受力导致偏移- 调整轴承座时,必须按“对称、分步”原则操作:松开轴承座螺栓后,在底座或侧面加/减垫片时,两侧垫片厚度需一致(偏差≤0.1mm)。- 若百分表显示轴偏向左侧,需在轴承座左侧加垫片或右侧减垫片,调整量为径向跳动偏差的1/2,避免过度调整。- 调整过程中,同步用塞尺检查叶片与机壳的间隙,确保间隙均匀性与同轴度同步达标。# 4. 反复复核:锁定合格状态- 每调整1次轴承座,需手动转动螺旋轴,复测百分表数值,直至径向跳动≤0.3mm/m。- 紧固轴承座螺栓时,按对角线顺序分步拧紧(每步拧至半紧,全部半紧后再逐次拧紧),避免单侧紧固导致轴移位。- 螺栓锁紧后,再次转动轴体复测,确认同轴度无变化,再进行后续间隙微调。 三、关键辅助措施- 工具校准:调整前检查百分表(确保精度≤0.01mm)、水平仪(精度≤0.02mm/m),避免工具误差影响测量。- 排除部件变形:若轴体本身弯曲(径向跳动超标且无法通过轴承座调整修正),需先校直或更换螺旋轴。- 机壳同步校准:调整轴的同时,用水平仪校验机壳水平度(≤0.5mm/m),机壳变形会间接影响同轴度,需同步校正。要不要我帮你整理一份同轴度校准操作记录表,明确测量点、标准值、实测值和调整措施,方便现场记录和追溯?



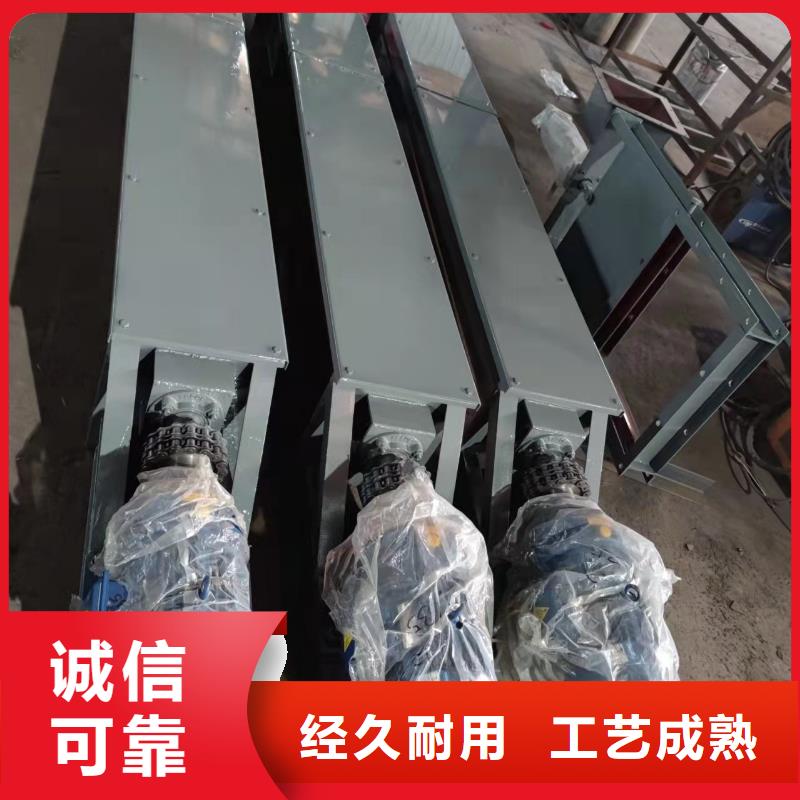
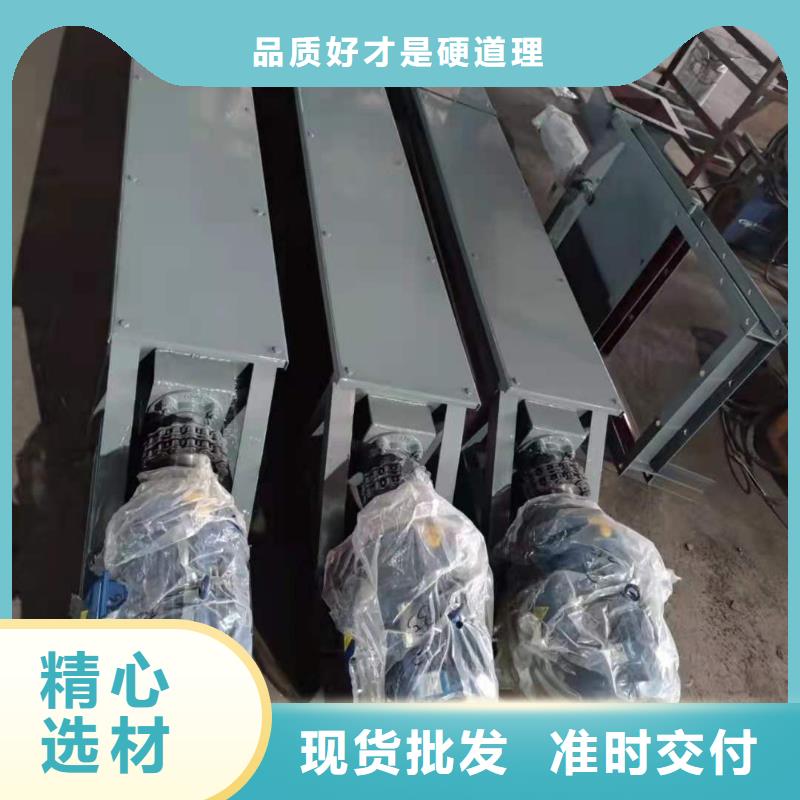
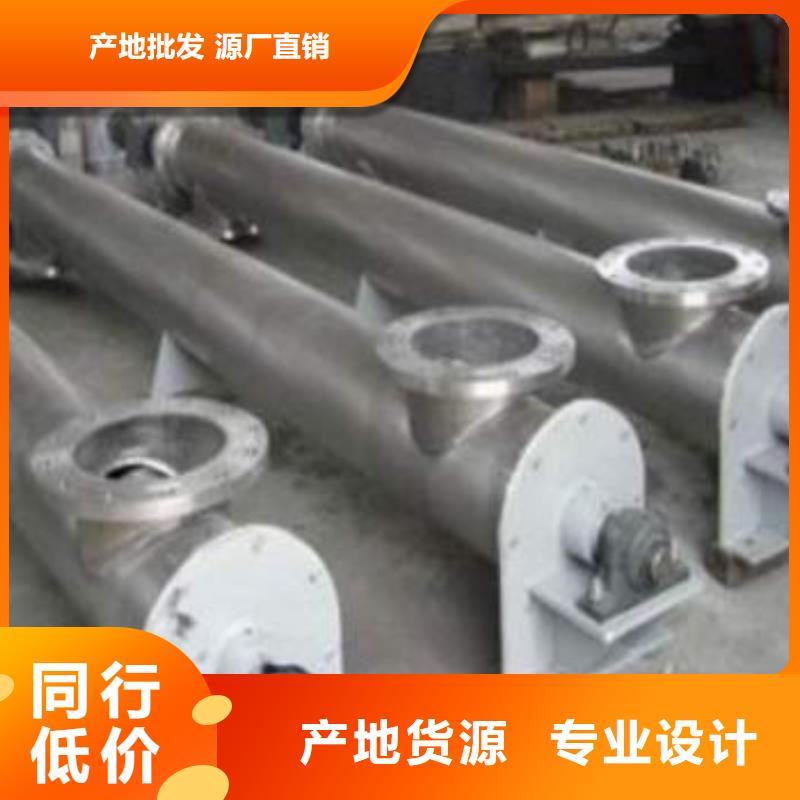
从江西鹰潭U型螺旋输送机是一种开放式(或半封闭式)水平/倾斜输送设备,核心适配松散物料的连续输送,结构简单且维护便捷。 核心结构特点- 机壳为U型槽体(敞开式或配盖板),材质多为碳钢或不锈钢,槽内装有螺旋叶片(实体/带式/桨叶式)。- 牵引与传动:螺旋叶片固定在传动轴上,两端配轴承座支撑,由电机+减速机驱动轴体旋转输送物料。- 密封可选:敞开式便于投料和清理,封闭式(加盖板+密封件)可防粉尘泄漏,适配环保要求高的场景。 性能与适用场景- 输送特性:水平输送为主,倾斜输送角度≤30°(角度过大效率下降),输送量1-100m3/h,输送长度一般≤20m。- 适配物料:以粉状、粒状、小块状松散物料为主,如粮食、饲料、煤粉、砂石、化工颗粒等,不适用于高粘性、易结块物料(易堵塞)。- 典型应用:粮库输粮、饲料厂配料输送、建材厂砂石粉料输送、化工车间颗粒原料转运、污水处理厂污泥输送(需配桨叶式叶片)。 核心优势- 结构简单,占地面积小,安装和移动便捷,适合中小型场地使用。- 操作维护成本低,叶片和机壳磨损后更换方便,日常只需定期润滑轴承。- 可多点进料或出料,适配多工序衔接的输送需求,灵活性高。- 制造成本低,相较于封闭式螺旋输送机,采购门槛更低。 主要局限- 密封性能有限,敞开式易产生粉尘污染,不适用于有毒、易燃易爆或高湿度物料。- 输送距离和高度受限,长距离输送易出现物料回流、效率下降。- 对粘性物料耐受性差,叶片易挂料结块,需频繁清理。- 叶片磨损较快(尤其输送磨琢性物料),需定期检查更换。要不要我帮你整理一份U型螺旋输送机选型参数表,明确不同型号的输送量、适配物料、安装要求,方便你快速匹配需求?



江西鹰潭螺旋输送机的输送角度会直接影响输送量,核心规律是:输送量随倾斜角度增大而下降,角度越大,下降幅度越明显,且在角度>30°后衰减速率显著加快。 一、影响核心逻辑1. 倾斜输送时,物料受重力分力作用,会产生沿机壳向下的滑动趋势,导致叶片有效推送的物料量减少(部分物料“回流”)。2. 角度越大,重力分力越强,物料滑动、回流越严重,同时管内物料挤压阻力增大,进一步降低实际输送效率,终表现为输送量下降。 二、不同倾斜角度的输送量衰减参考以水平输送量为基准(),不同角度对应的输送量衰减比例如下(适用于大部分粉状/粒状物料):- 0°(水平):输送量(基准值)- 10°:输送量90%~95%(衰减5%~10%)- 15°:输送量85%~90%(衰减10%~15%)- 20°:输送量80%~85%(衰减15%~20%)- 30°:输送量70%~75%(衰减25%~30%)- 40°:输送量60%~65%(衰减35%~40%)- >45°:不使用,输送量<50%(衰减超50%),且易堵塞、能耗激增 三、关键影响因素1. 物料特性:流动性好的物料(如干燥石英砂、面粉)滑动更明显,输送量衰减比粘性物料(如酒糟、湿砂)更显著。2. 填充系数:角度越大,需越低的填充系数(如20°比10°填充系数低10%~15%),否则衰减会进一步加剧。3. 叶片设计:实体叶片比带式叶片的防回流效果好,输送量衰减可减少5%~10%;低螺距叶片也能缓解物料滑动。 四、实操建议1. 优先选择水平或低角度(≤15°)输送,若需大角度,可考虑“低角度螺旋+斗式机”组合,避免输送量不足。2. 若必须倾斜(15°~30°),需通过增大螺旋直径、提高转速或降低填充系数补偿输送量,同时电机功率需按“水平功率×(1+sinθ)”修正(θ为倾斜角度)。3. 角度>30°时,需谨慎评估,优先验证物料试运效果,避免因衰减过度导致生产效率不达标。要不要我帮你根据具体的倾斜角度、物料类型和水平输送量,精准核算实际输送量,并给出对应的设备参数调整建议?



江西鹰潭螺旋输送机叶片与机壳间隙调整的核心步骤是:先准备校验→测量定位偏差→针对性调整→复核试机,全程确保同轴度和间隙均匀性。1. 前期准备与确认停机断电并挂 “禁止合闸、正在检修” 警示牌,钥匙专人保管,避免意外启动。清理机壳内残留物料,拆除检修口盖板,确保作业空间无遮挡;通风散味(有毒 / 粉尘物料需佩戴防护装备)。准备工具:水平仪、塞尺(0.02-10mm)、扳手、千斤顶、不同厚度垫片、百分表、记号笔。检查部件状态:确认叶片无严重变形、机壳无破裂,轴承无卡滞,排除需更换部件的情况。2. 基准测量与偏差定位测同轴度:将百分表吸附在机壳上,探针接触螺旋轴表面,手动缓慢转动轴体,记录径向跳动值(允许偏差≤0.3mm),标记偏移方向。测间隙分布:用塞尺测量叶片与机壳上、下、左、右四点的间隙,每 2-3m 设一个测量点(长距离输送机),记录各点数据,确定间隙过大 / 过小的区域和偏差值。分析偏差原因:若四周间隙不均,多为螺旋轴偏移;若局部间隙异常,可能是机壳变形或叶片磨损。3. 针对性调整操作(1)螺旋轴偏移调整(常见)松螺栓:按对角线顺序松开头部和尾部轴承座的固定螺栓,预留调整余量。加垫片:根据同轴度和间隙偏差,在轴承座底部或侧面加 / 减垫片(垫片厚度 = 间隙偏差值 / 2,保证两侧对称)。校准:手动转动螺旋轴,用百分表复测同轴度,同时用塞尺检查间隙,反复微调轴承座位置,直至四周间隙均匀(差值≤2mm)。锁紧:按对角线顺序分步拧紧轴承座螺栓,力度均匀,避免紧固时移位,拧紧后再次复核间隙。(2)机壳变形 / 倾斜调整校水平:用水平仪测量机壳水平度(允许偏差≤0.5mm/m),若倾斜,松开机壳与底座的连接螺栓,在偏移侧加垫片调整高度。矫变形:若机壳局部凸起,用千斤顶垫木块轻轻顶压变形处,配合塞尺实时监测间隙,直至机壳内壁平整,避免用力过猛损坏机壳。(3)叶片变形 / 磨损调整轻微变形:用扳手轻轻校正叶片边缘,确保叶片与轴垂直、边缘平整,校正后复测间隙。严重磨损 / 变形:更换新叶片,安装时保证叶片与轴的垂直度,再按上述步骤校准整体间隙。4. 复核与试机验收复测:用塞尺逐点检查所有测量位置的间隙,确保均在 3-10mm 合理范围,且两侧间隙差值≤2mm。清理现场:移除机壳内的工具、垫片等杂物,盖好检修口盖板,整理作业现场。试机运行:摘除警示牌,合闸送电,先空转 30 分钟,观察设备有无摩擦异响、振动等异常。验收记录:试机无异常后,停机再次复核间隙,记录调整数据、工具使用情况,确认合格后恢复生产。
不锈钢U型螺旋输送机3米多少钱_衡泰重工机械制造(鹰潭市分公司),固定电话:【13731735184】,移动电话:【13731735184】,联系人:刘女士,西环工业区。